Characteristic:
Thermoplastic Polyester-Polyurethane with good mechanical properties and wear resistance, good damping characteristics and a high resilience performance.
|
Property
|
Unit
|
Value
|
Test method according to
|
|
Hardness
|
Shore A
|
93
|
DIN ISO 7619-1 (3s)
|
|
Hardness
|
Shore D
|
41
|
DIN ISO 7619-1 (3s)
|
|
Density
|
g/cm³
|
1.23
|
DIN EN ISO 1183-1-A
|
|
Tensile strength
|
N/mm²
|
55
|
DIN 53504-S2
|
|
Elongation at break
|
%
|
600
|
DIN 53504-S2
|
|
Stress at 20% elongation
|
%
|
6
|
DIN 53504-S2
|
|
Stress at 100% elongation
|
%
|
9
|
DIN 53504-S2
|
|
Stress at 300% elongation
|
%
|
13
|
DIN 53504-S2
|
|
Tear strength
|
N/mm
|
95
|
DIN 53504-S2
|
|
Abrasion loss
|
mm³
|
30
|
DIN ISO 4649-A
|
|
Compression set 23°C / 72 hours
|
%
|
25
|
DIN ISO 815
|
|
Compression set 70°C / 24 hours
|
%
|
45
|
DIN ISO 815
|
|
Notched impact strength (Charpy) at +23°C
|
kJ/m²
|
nb
|
DIN EN ISO 179-1
|
|
Notched impact strength (Charpy) at -30°C
|
kJ/m²
|
nb
|
DIN EN ISO 179-1
|
The plaques are manufactured by injection moulding from pre-dried granules (water content less 0,02%). Test paques are aged 20 hrs at 100°C. Specimens are cut from test plaques. The test conditions: 23°C ± 2°C and 50% ± 6% rel. humidity.
These are general guidance data. No statement regarding specific properties. All supplies are subject to detailed specifications to be agreed-up in each individual case and containing, among others, the tolerances to be specified therein.
Delivery form and packing:
Pellets; the packaging dependent upon grade and agreement.
Drying:
Elastollan® S 90 A 10 000 is hygroscopic.
Elastollan® S 90 A 10 000 must be dried before processing for 2-3 hours at 85-95°C in a dehumified air dryer. Additives have to be dried with the granules. The water content of the granules should not exeed 0,02%.
Injection moulding:
When injecting the melt should be bubble and foam free, if not we recommend to adjust the drying temperature accordingly.
Following temperatures are guide values, showing the tendency of temperature profile. These may vary depending on kind of machine and mould design.
|
Feeding [°C]
|
Zone1 [°C]
|
Zone2 [°C]
|
Zone3 [°C]
|
Zone4 [°C]
|
Die [°C]
|
Melt-temp [°C]
|
Mould-temp. [°C]
|
|
40
|
195-210
|
200-215
|
205-220
|
210-225
|
215-225
|
210-225
|
20-40
|
General Recommendations:
|
Circumferential speed (screw speed)
|
< 0,2 m/s | 12 m/min
|
|
Specific back pressure
|
50-150 bar
|
|
Injection speed
|
rel. low
|
|
Retention time of melt (including hot-runner)
|
< 10 min
|
|
Screw speed
|
dscrew [mm]
|
30
|
45
|
50
|
60
|
|
nmax [min-1]
|
135
|
85
|
70
|
60
|
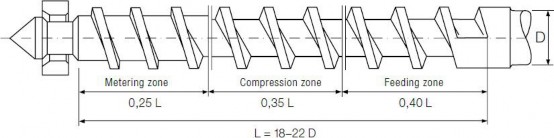
Machine Design:
The injection moulding machines with single-flighted, 3-zone scews are suitable for the processing of Elastollan® S 90 A 10 000. Short compression-zone scews are not suitable. The compression ratio should be around 1:2 and should not exceed 1:3. A check ring (shut-off ring) should be incorporated.
Extrusion:
Following temperatures are guide values, showing the tendency of temperature profile. These may vary depending on kind of machine and mould design.
|
Feeding [°C]
|
Zone1 [°C]
|
Zone2 [°C]
|
Zone3 [°C]
|
Zone4 [°C]
|
Adaptor [°C]
|
Gead [°C]
|
Die [°C]
|
|
cooled*
|
170-190
|
180-200
|
190-210
|
195-215
|
195-215
|
195-215
|
190-210
|
*in case of using a grooved feeding zone
General Recommendations: circumferential speed 0,15m/s max.
|
Screw speed
|
dscrew [mm]
|
30
|
45
|
50
|
60
|
|
nmax [min-1]
|
80
|
60
|
50
|
45
|
For start-up use screw-speed of about 0,05m/s and starve feeding in order to control screw torque and engine power consumption.
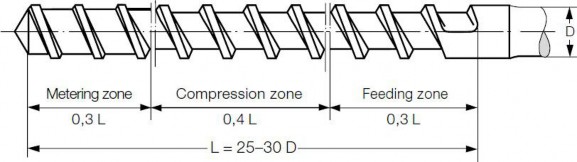
Machine Design:
Single screw extruder with a compression ratio of 1:2 to 1:3, preferably 1:2,5, are recommended for processing Elastollan® S 90 A 10 000. BASF experience shows that three section screws with L/D ratio of 25 to 30 are most suitable. Three-section screws should have continued constant pitch of 1D. The radial clearance between screw and barrel shoul be 0,1 to 0,2mm. For processing Elastollan® S 90 A 10 000, multizone screws, e.g. barrier screws, have also proven suitable. Short screws with high compression ratio are unsuitable for Elastollan®.
Processing:
In cool and dry storage and in the original, undamaged and sealed containers, the products are processable for at least 6 months from delivery date. Thereafter, we do not give any warranty or guarantee regarding the processability and/or shelf life of the products. Warranties regarding buyer's rights in case of defects remain unaffected hereby.
Storage:
Elastollan® S 90 A 10 000 is hygroscopic, therefore storage in dry conditions and original container is recommended. Additional information about drying, processing temperatures and post-treatment are given in our product brochure "Thermoplastic Polyurethane Elastomers (TPU) Elastollan®-Processing Recommendations".
Hazard indication:
No particular hazards known. Please have a look at the Material Safety Data Sheet before handling.
Waste Disposal:
More detailed information is provided in our country-specific pamphlet and the Material Safety Data Sheet.
Important Information:
The data contained in this document as well as advice or other support services are based on our current knowledge and experience and are provided according to our best knowledge. In view of many factors that may affect processing and application of our products, this data does not relieve processors from carrying out their own investigations and tests, particularly with regards to the suitability of the goods supplied for the processes and purposes they intend to use them for; neither does this data imply any guarantee of certain properties, or the suitability of the product for a specific purpose. Any descriptions, drawings, photographs, data, proportions, weights, measured values etc. given herein may change without prior notice and do not constitute the agreed contractual quality of the product. It is the responsibility of the recipient of our products to ensure that any proprietary rights and existing laws and legislation are observed.
Please notice that this product is not intended for food contact applications.
To determine the suitability of this BASF Polyurethanes GmbH product for certain applications a thorough evaluation by the processor(s), manufacturer(s) and/or distributor(s) is required. National and international laws and regulations have to be considered producing medical devices or consumer articles including but not limited to articles with skin contact or toys.
Where specific regional regulations do not exist, the current legal EU and US requirements as well as globally accepted standards for consumer articles and medical devices should be used as reference.
Please contact BASF Polyurethanes GmbH Sales Office and our Ecology and Product Safety department in case of further questions.